KIFFE ENGINEERING GmbH
Am Krebsgraben 18
D | 78048 VS-Villingen

KIFFE ENGINEERING GmbH
Am Krebsgraben 18
D | 78048 VS-Villingen
Beim Läppen drücken sich einzelne Kornspitzen in Werkstück und Läppwerkzeug ein und hinterlassen feinste kraterförmige, ungerichtete Bearbeitungsspuren.
unabhängig von der Werkstoffhärte erreicht werden können.
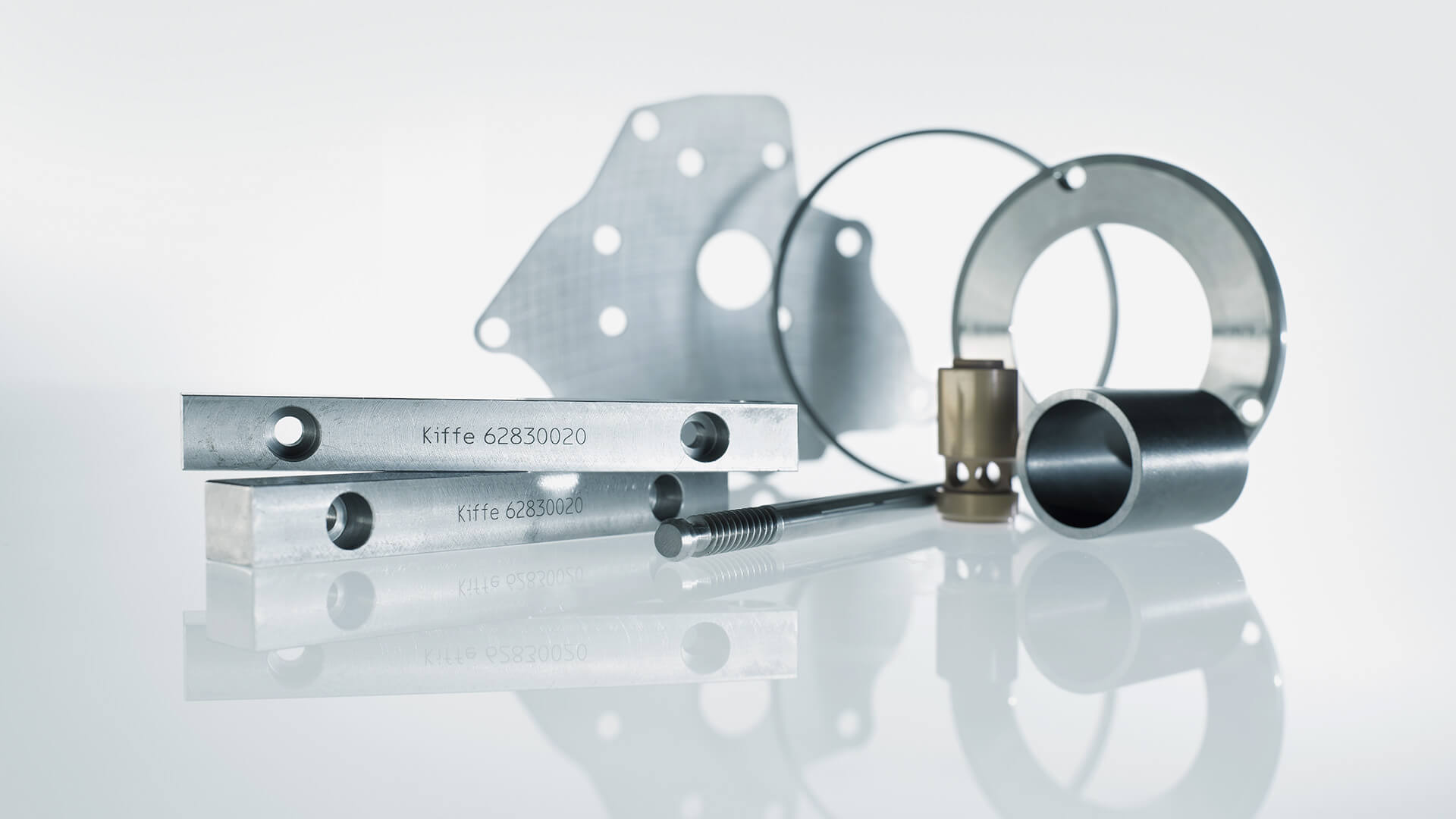
Die Einsatzgebiete des Läppens finden sich in den verschiedensten Industriezweigen (Hydraulik, Pneumatik, Feinmechanik, Optik, Maschinenbau etc.), wo Läppen zur Herstellung von vielerlei Bauteilen (z. B. gas- und flüssigkeitsdichte Flächen- Werk- und Messzeuge, Bezugs- und Führungsflächen) eingesetzt wird.
Beim Läppen gleiten die Werkzeuge und die zu bearbeitende Werkstückoberfläche aufeinander ab. Das im Arbeitsspalt befindliche Läppmittel bewirkt den Werkstückabtrag.
Die Relativbewegung zwischen der Läppscheibe und dem Werkstück bewirkt, dass die Körner des Läppmittels eine Rollbewegung ausführen. Die Spitzen der Läppkörner drücken sich dabei in das Material des Werkstückes ein und induzieren dort Mikrorisse.
Das Läppmittel muss vor allem druck- und verschleißfest sein. Die Korngröße liegt zwischen 5 und 100 µm. Mit zunehmendem Läppdruck splittern die meisten Kornarten, deshalb arbeitet man häufig mit umlaufendem Läppgemisch, also einer Mischung aus Läppflüssigkeit und Läppmittel. Als Läppflüssigkeiten haben sich Wasser mit 2 – 3 % Läppkonzentrat, Gemische aus Öl, Petroleum oder Wasser bewährt. Ihre Aufgabe ist es, für den Späneabtransport und für Kühlung zu sorgen.
Die wichtigsten Werkzeuge sind die Läppscheiben (häufig aus Gusseisen) zum Planläppen, Läpphülsen zum Außenrundläppen und Läppdorne zum Bohrungsläppen. Harte Läppwerkzeuge unterstützen das Abrollen der Körner, während in weichen Läppwerkzeugen (z. B. aus Kunststoff oder Kupfer) die Körner teilweise festgehalten werden und dadurch eher polierend wirken.
Vielen Dank für Ihr Kommentar


